ເພດານ T ຕາຂ່າຍໄຟຟ້າມ້ວນເຄື່ອງກອບເປັນຈໍານວນ
ຊື່ເຄື່ອງ:
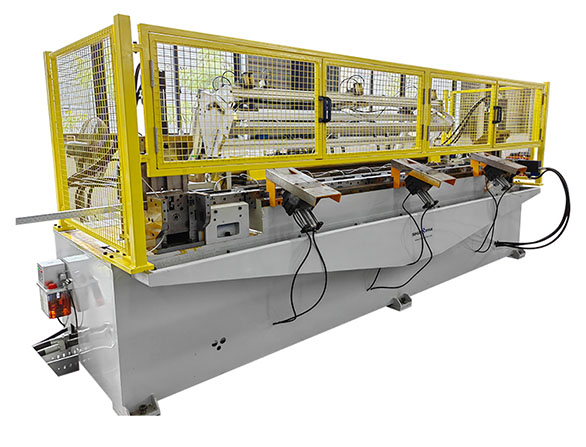
ອັດໂນມັດຄວາມໄວສູງຫຼາຍສະເປັກຫຼັກ tee grid roll forming machine by change one set roller forming unit (COMBI).
ຫນ່ວຍມ້ວນກອບເປັນຈໍານວນໂດຍໃຊ້ກ່ອງເກຍ
1.1. ສາຍການຜະລິດ T-Bar ສາມາດຕິດຕາມໄດ້ໂດຍ PLC. ຖ້າສາຍການຜະລິດ T-bar ມີຂໍ້ຜິດພາດ, PLC ຈະຊອກຫາຂໍ້ຜິດພາດ. ມັນງ່າຍທີ່ຈະບໍາລຸງຮັກສາສໍາລັບຜູ້ອອກແຮງງານ.
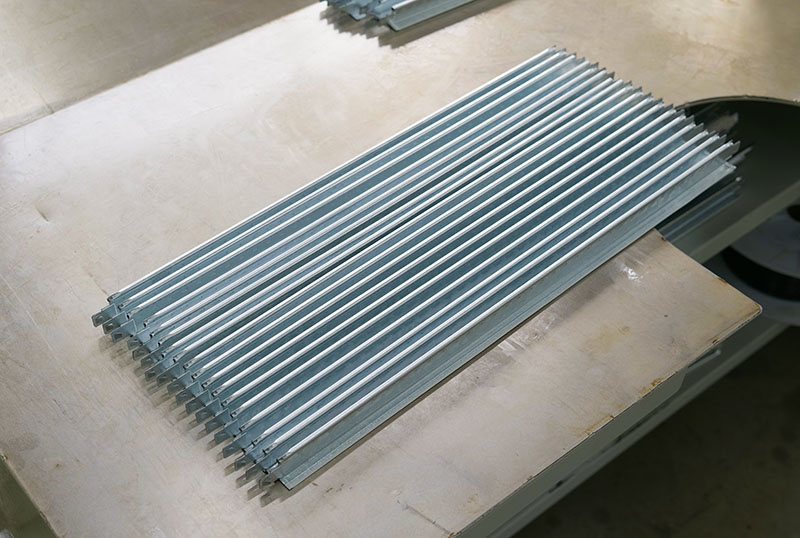
1.2. ຄວາມໄວຂອງການຜະລິດ T-Bar ແມ່ນຢູ່ໃນ 0-60M / ນາທີ. Cross t bar ຄວາມໄວສະເລ່ຍແມ່ນ 36 ແມັດຕໍ່ນາທີ. ຫນຶ່ງນາທີສາມາດຜະລິດ 6PCS ຄວາມຍາວ 3660mm (12FT) main-Tree 40PCS ສໍາລັບຄວາມຍາວ 1200(4FT).
1.3. ຂໍ້ກໍາຫນົດທີ່ແຕກຕ່າງກັນ Roller ກອບເປັນຈໍານວນຫົວຫນ່ວຍ (6) ສາມາດທົດແທນໄດ້ໃນ 30 ນາທີ, ຂໍ້ມູນຈໍາເພາະ 24X32H ສາມາດຜະລິດຖ້າຫາກວ່າເພີ່ມຫນຶ່ງຊຸດ roller ກອບເປັນຈໍານວນຫົວຫນ່ວຍ (6).
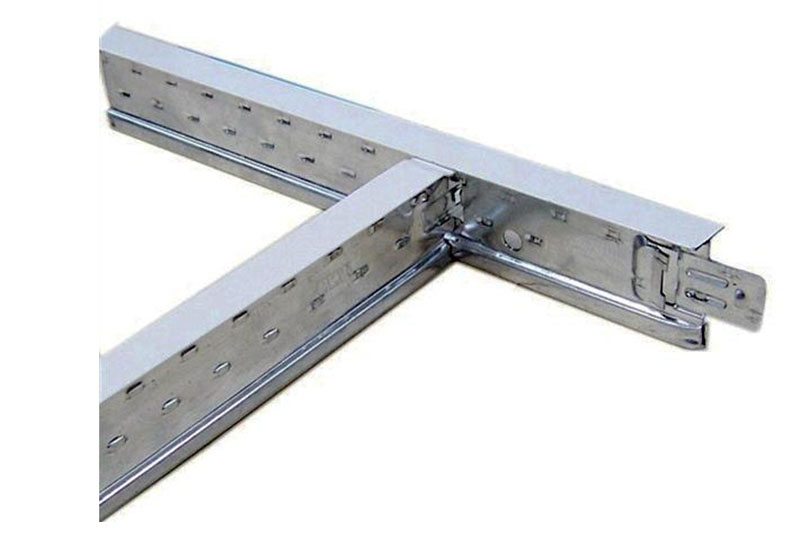
ຮູບແຕ້ມຜະລິດຕະພັນ:
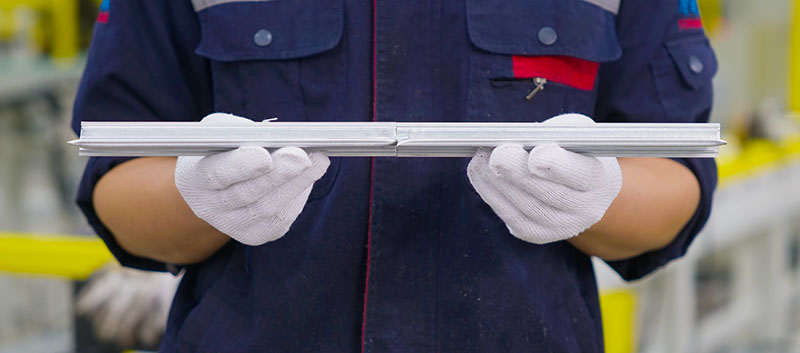
ຫລັກ t bar profile 38h *24*3600mm/3700mm.
ໂປຣໄຟລ໌ຂ້າມແຖບ 38h*24*600/1200mm.
ພວກເຮົາອອກແບບເຄື່ອງເຮັດຕາມການຢັ້ງຢືນຂອງທ່ານ.
1. ເຄື່ອງຈັກ de-coiler ຄູ່ (ທໍ່ເຫຼັກສີ)
1.1. ຄວາມສາມາດໃນການໂຫຼດ: 1500Kgs * 2
1.2. Coil specification: OD 2,000 mm ID 508mm. Paint steel coil width: 100 mm
1.3. ດ້ວຍການເອົາມືມ້ວນເພື່ອຮັດເຊືອກ
1.4. ຂັບເຄື່ອນໂດຍມໍເຕີ
1.5. ມໍເຕີຂັບເຄື່ອນ: 1.5kw
2. ເຄື່ອງຈັກ de-coiler ຄູ່ (ມ້ວນເຫຼັກ galvanized)
2.1. ຄວາມສາມາດໃນການໂຫຼດ: 3000 Kgs * 2
2.2. Coil specification: OD 1,500 mm. ID 508 ມມ. width: 150 mm.
2.3. ດ້ວຍມື rolling ເຂົ້າໄປໃນ coil ແຫນ້ນ.
2.4. ຂັບເຄື່ອນໂດຍມໍເຕີ
2.5. ມໍເຕີຂັບເຄື່ອນ: 1.5kw

ຫນ່ວຍງານກອບເປັນຈໍານວນ roller ເຮັດວຽກຢູ່ໃນຄວາມໄວສູງ, ດັ່ງນັ້ນພວກເຮົາຕ້ອງການຫນ່ວຍບໍລິການເກັບຮັກສາເພື່ອປົກປ້ອງມໍເຕີແລະເຄື່ອງຫຼຸດຜ່ອນແລະຍືດອາຍຸຂອງພວກເຂົາ.

ພະລັງງານມໍເຕີແມ່ນ 15KW, ຍີ່ຫໍ້ແມ່ນ ABB.
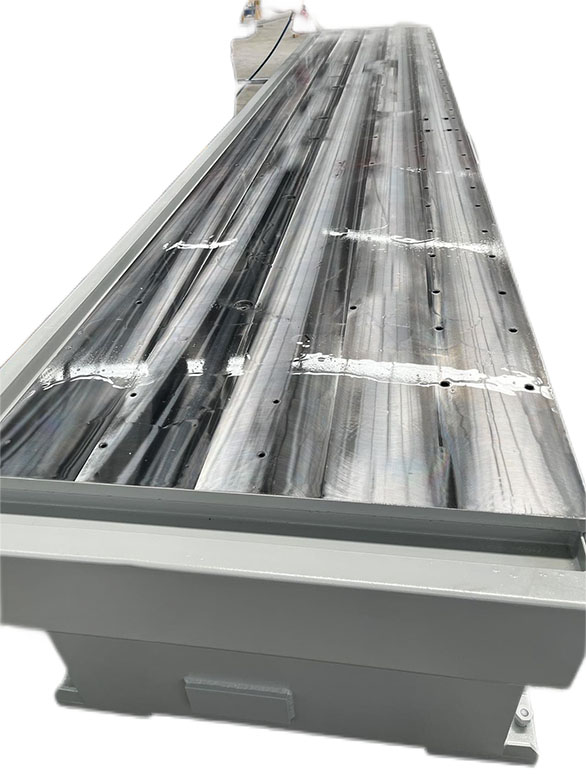
ວັດສະດຸພື້ນຖານຂອງເຄື່ອງຈັກແມ່ນເຫຼັກ Q345-B ໂດຍການປິ່ນປົວຄວາມຮ້ອນທັງຫມົດເພື່ອກໍາຈັດຜົນບັງຄັບໃຊ້ພາຍໃນສໍາລັບຊີວິດເຄື່ອງຍາວ.
ຕາຕະລາງການເຮັດວຽກຂອງເຄື່ອງຈັກໃຊ້ CNC ຂະຫນາດໃຫຍ່ການປຸງແຕ່ງທັງຫມົດສໍາລັບລະດັບຄວາມແມ່ນຍໍາສູງ, ຄວາມທົນທານຮາບພຽງພາຍໃນ 0.05mm, ພື້ນທີ່ພາຍໃນ 0.02mm ໃນຫນ່ວຍມ້ວນກອບເປັນຈໍານວນຫຼື pin ສະຖານທີ່.
ຫນ່ວຍມ້ວນກອບເປັນຈໍານວນ (COMBI) ຖືກສ້ອມແຊມຢູ່ເທິງຖານເຄື່ອງ. COMBI ສາມາດທົດແທນໄດ້ຕາມຂະຫນາດ t bar ທີ່ແຕກຕ່າງກັນ.
ສະຖານີມ້ວນກອບເປັນຈໍານວນ 16+ 5 rollers auxiliary, ວັດສະດຸ Roller ແມ່ນ CR12MOV1(SKD11) ການປິ່ນປົວຄວາມຮ້ອນສູນຍາກາດ 58-62 HRC.
ເຄື່ອງກອບເປັນຈໍານວນມ້ວນຮັບຮອງເອົາໂຄງສ້າງກ່ອງເກຍທັງຫມົດເພື່ອຍືດອາຍຸເຄື່ອງ.
ເສັ້ນຜ່າສູນກາງຂອງແກນ shaft ແມ່ນ∮40mm, ອຸປະກອນການແມ່ນ 40 CR quenching ການປິ່ນປົວຄວາມຮ້ອນ.
ວັດສະດຸກອບກໍາແພງ: Q345 - B, ການປຸງແຕ່ງ CNC, ການປິ່ນປົວຄວາມຮ້ອນ.
ໝາຍເລກບ່ອນນັ່ງໃຫ້ກົງ: 1 ຊຸດ, ການນຳໃຊ້ແມ່ນເຮັດໃຫ້ກົງ profile ຈາກຂຶ້ນ ແລະ ລົງ, ດ້ານໜ້າ ແລະ ຫຼັງ, ຊ້າຍ ແລະ ຂວາ.
ຄວາມໄວສາຍ 0-80M/ນາທີ. ຄວາມໄວໄວຫຼືຊ້າສາມາດຄວບຄຸມອັດຕະໂນມັດ.

Punching die ໃຊ້ວັດສະດຸຂອງ SKD11 ກັບການປິ່ນປົວຄວາມຮ້ອນສູນຍາກາດ, ຄວາມແຂງແມ່ນ HRC 58-62.
ຕິດຕັ້ງ 6 ຕ່ອນ punching holes ຕາຍ.
ຄວາມຍາວຕັດອອກ 3600mm T-BAR mounting holes, Connector ໂດຍການ punching ບົບໄຮໂດຼລິກ, ຫຸ່ນຍົນປະຕິບັດ Punched t bar ກັບຕາຕະລາງ stacking.
ພະລັງງານມໍເຕີ: 15KW, ຍີ່ຫໍ້ມໍເຕີ: ABB
Pump ແຮງດັນການເຮັດວຽກ: 140 kg Hydraulic flow: 65L ຍີ່ຫໍ້ແມ່ນ Rexroth (ເຢຍລະມັນ)
ຖັງນໍ້າມັນ, ຈໍານວນ: 9 ຊິ້ນ
ເຄື່ອງບັນຈຸ: 25L ຍີ່ຫໍ້: OLAER (ຝຣັ່ງ)
ເຊັນເຊີຄວາມດັນ, IFM (ເຢຍລະມັນ) ວາວແມ່ເຫຼັກໄຟຟ້າ: Rexroth (ເຢຍລະມັນ)
ຍີ່ຫໍ້ການກັ່ນຕອງແມ່ນ Parker (USA) 10.7, ນ້ໍາມັນໄດ້ຖືກ cooled ໂດຍນ້ໍາຫຼືທາງອາກາດ (ຕາມການປັບແຕ່ງ).

ຍີ່ຫໍ້ PLC: MITSUBISHI (ຍີ່ປຸ່ນ).
ຕົວຄວບຄຸມການຕັດ: ອິຕາລີ (SIHUA).
ຄວາມຖີ່ພະລັງງານ inverter: 15 KW ຍີ່ຫໍ້: YASKAWA (ຍີ່ປຸ່ນ)
ຍີ່ຫໍ້ Relay ແລະ breaker: Schneider.
Man-machine interface (touch screen) ຍີ່ຫໍ້: KINCO, ຂະຫນາດ 10.4 ".
ຕູ້ໄຟຟ້າ, ເຊື່ອມຕໍ່ສາຍພາຍນອກໂດຍສຽບໄວ.